خدمات برش پلاسما در تهران سیانسی یکی از روشهای برش حرارتی است که در آن با استفاده از گاز پلاسما، الکتریسیته از دستگاه به قطعه کار منتقل میشود. این فرآیند باعث گرم شدن و ذوب شدن ماده شده و سپس بخار گاز یونیزه شده با سرعت بالا به قطعه برخورد کرده و مواد مذاب را پراکنده میکند، در نتیجه قطعه برش میخورد. مجموعه لیزرکات خدمات برش پلاسما در تهران با دقت و کیفیت بالا در اختیار مشتریان قرار میدهد و این روش برای برش انواع متریالهای فلزی با ضخامتهای مختلف استفاده میشود.
خدمات برش پلاسما در تهران شامل چیست؟
خدمات برش پلاسما در تهران شامل فرآیندهای صنعتی و دقیق برای برش انواع فلزات است که با استفاده از تکنولوژی پلاسما انجام میشود. در این فرآیند، گاز یونیزهشده (پلاسما) به همراه جریان الکتریکی بسیار قوی به کار گرفته میشود تا فلزات با دقت بالا و کیفیت مناسب برش داده شوند.
خدمات اصلی برش پلاسما شامل:
برش انواع فلزات:
- فولاد
- استیل
- آلومینیوم
- مس و برنج
برش قطعات پیچیده: امکان ایجاد طرحها و اشکال پیچیده و دقیق برای مصارف صنعتی، معماری و تزئینی.
ساخت قطعات سفارشی: تولید قطعات خاص بر اساس نیاز مشتریان در صنایع مختلف.
سرعت بالا: فرآیند برش پلاسما بسیار سریعتر از روشهای سنتی است.
کیفیت برش عالی: لبههای صاف و دقیق بدون نیاز به پرداخت اضافی.
امکان برش مواد ضخیم و نازک: دستگاههای پلاسما قابلیت برش مواد با ضخامتهای مختلف را دارند.
احتمالاً از دوران مدرسه با حالتهای مختلف ماده آشنا هستید: جامد، مایع و گاز. اما باید بدانید که فراتر از این سه حالت، حالت چهارمی به نام پلاسما نیز وجود دارد. تغییر حالت مواد به دلیل ورود انرژی اضافی به مولکولهای آنها اتفاق میافتد. برای مثال، وقتی به یخ انرژی حرارتی وارد میکنیم، یخ به آب تبدیل میشود. با وارد کردن حرارت بیشتر آب به بخار تبدیل میشود. اگر به این بخار انرژی حرارتی بیشتری اضافه کنیم، مولکولهای گاز به یون تبدیل میشوند و قابلیت هدایت جریان الکتریسیته را دارند به این حالت، پلاسما میگویند.
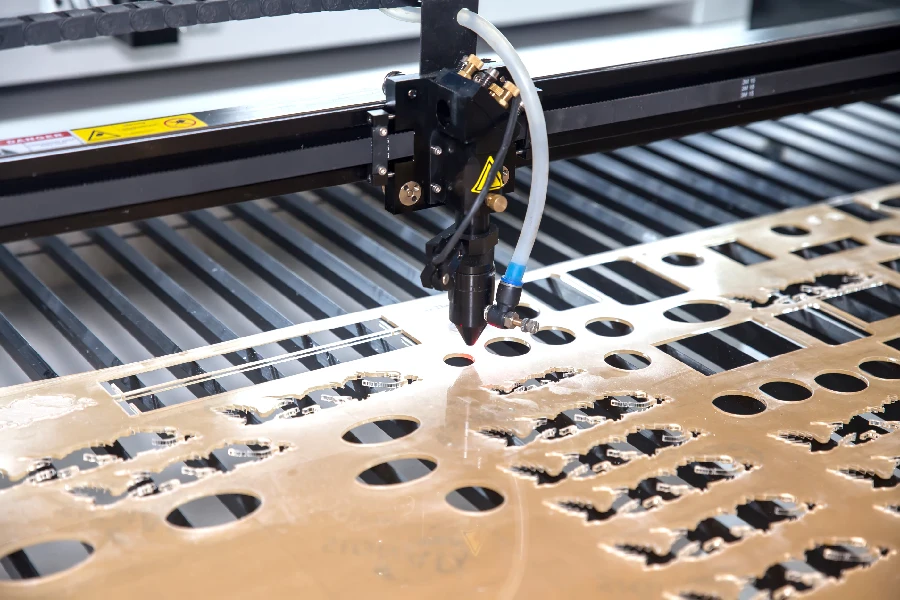
برش پلاسما چیست و چگونه کار می کند؟

دستگاه برش پلاسما با یک قوس الکتریکی بین الکترود پلاسما و نازل در محفظهای که با گاز پر شده، عملکرد خود را آغاز میکند. این گاز متشکل از اکسیژن، آرگون و نیتروژن است. با این فرآیند، دما به حدی زیاد شده و گاز به حالت پلاسما تبدیل میشود. پلاسما با قطعه کار یک مدار تشکیل داده و قوس تولید شده مواد را برش میزند.
نازل برش پلاسما مسئول هدایت یک جریان باریک است و مانند یک چاقوی تیز قطعه را برش میدهد. در اکثر دستگاههای برش پلاسما، ابتدا قوس پایلوت بین نازل و الکترود ایجاد شده تا گاز را یونیزه کند و سپس قوس اصلی آغاز میشود. همچنین، در برخی دستگاهها، امکان ایجاد قوس اصلی بین الکترود و قطعه کار وجود دارد و برای شروع قوس از فرکانس بالا مشابه شمع در موتور خودرو استفاده میشود.
تشریح دقیق عملیات برش پلاسما

در مشعل برش پلاسما طراحی متفاوت از سایر دستگاهها است. در این سیستم، الکترود و نازل با استفاده از حلقه چرخشی (سویرل رینگ) از یکدیگر جدا میشوند. این حلقه با ایجاد جریان اولیه پلاسما، گاز را از طریق سوراخهای ریز به شکل یک گرداب درمیآورد. زمانی که منبع تغذیه روشن میشود تا 400 ولت جریان DC تولید شده و باعث تولید گاز پلاسما میگردد. در مرحله اولیه نازل بهطور موقت به پتانسیل مثبت منبع تغذیه متصل شده و مدار قوس شکل میگیرد، در حالی که الکترود به پتانسیل منفی تغییر مییابد.
در این زمان، یک جرقه با فرکانس بالا تولید میشود و به گاز پلاسما کمک کرده تا یونیزه شود و قدرت هدایت الکتریسیته را دارد. این قوس بهعنوان قوس پایلوت یا هدایتگر شناخته میشود. هنگامی که قوس با قطعه کار تماس پیدا میکند، مسیر جریان از نازل به قطعه کار منتقل میشود و به همین دلیل میز کار باید به زمین متصل باشد تا از حرکت ناخواسته جریان جلوگیری کند.
جریان DC برای تولید آمپراژ مورد نظر کاربر در تنظیمات دستگاه مورد استفاده قرار میگیرد. همچنین، با توجه به جریان و آمپر جریان گاز به مقداری که برای برش فلز لازم است تنظیم میشود. در نهایت، گاز ثانویه که نقش گاز محافظ را ایفا میکند، از نازل به محیط منتقل میشود و این گاز باعث حرکت صحیح پلاسما، افزایش دقت برش و کاهش زوایای اریب در سطح برش میگردد.
مزایا و معایب برشکاری پلاسما چیست؟
مزایای برش پلاسما | معایب برش پلاسما |
دقت بالا: برشکاری پلاسما دقت بسیار خوبی دارد و میتواند خطوط برش صاف و دقیقی ایجاد کند. | کیفیت پایین در برشهای نازک: برای مواد نازکتر، کیفیت برش ممکن است کاهش یابد و لبههای برش ممکن است تیز نباشد. |
سرعت بالا: فرآیند برش پلاسما سریع است، به خصوص در مقایسه با روشهای سنتی مانند برش با تیغه یا دستگاههای مکانیکی. | آلودگی حرارتی: در این روش حرارت زیادی تولید میشود که میتواند به انحرافات حرارتی و تغییرات فازی در فلز برشخورده منجر شود. |
قابلیت برش مواد ضخیم: برش پلاسما میتواند انواع فلزات، به خصوص فولادهای ضد زنگ، آلومینیوم و مس را با ضخامتهای مختلف برش دهد. | هزینه بالای تجهیزات اولیه: برای استفاده از برش پلاسما، نیاز به خرید تجهیزات خاصی است که ممکن است هزینهبر باشد. |
هزینه کم در مقایسه با برخی روشهای دیگر: در حالی که تجهیزات اولیه ممکن است گران باشند، هزینههای عملیاتی و مصرف انرژی معمولاً در مقایسه با روشهای دیگر کمتر است. | استفاده محدود در مواد غیر فلزی: برش پلاسما عمدتاً برای مواد فلزی مناسب است و برای مواد غیرفلزی مانند چوب یا پلاستیک کاربرد ندارد. |
قابلیت اتوماتیک و کنترل از راه دور: در فرآیند پلاسما، امکان اتوماسیون فرآیند برش و استفاده از سیستمهای CNC برای کنترل دقیق وجود دارد. | رنگ و کیفیت سطح برش: به دلیل اثرات حرارتی و تخریب سطحی، گاهی اوقات رنگ و ظاهر سطح برششده مطلوب نیست و ممکن است نیاز به فرآیند تکمیلی داشته باشد. |
عدم نیاز به فرآیند اضافی: پس از برش پلاسما معمولاً نیازی به فرآیندهای تکمیلی (مثل سنگزنی) برای صافکردن لبهها نیست. | نیاز به مهارت: استفاده مؤثر از دستگاههای برش پلاسما نیازمند آموزش و مهارت است و اپراتور باید بتواند دمای و فشار مناسب را تنظیم کند. |
مزایای خدمات برش پلاسما موارد متعددی دارد. بسته به شرکت تولیدکننده، با یک منبع تغذیه میتوان بهصورت همزمان از یک یا چند تورچ پلاسما استفاده کرد. برش پلاسما قادر است هر مادهای رسانای الکتریسیته را برش دهد و میتوان به سادگی ضخامتهای مختلف فلزات نظیر فولاد و آلومینیوم را بدون تغییر در کیفیت برش انجام داد.
این روش در ضخامتهای کم کیفیت بسیار مطلوبی ارائه میدهد و میتواند عملیات برش فولاد سازهای را بدون گرمادهی زیاد انجام دهد. همچنین، سرعت برشکاری پلاسما حدود 10 برابر سریعتر از برشکاری هواگاز است و قطعه کار حاصل از این فرآیند برای مراحل بعدی نیاز به سنگزنی ندارد. برشکاری پلاسما برای استفاده در دستگاههای CNC بسیار مناسب است و در شرایط زیر آب نیز حرارت و سر و صدای کمتری تولید میکند.
با این حال، خدمات برش پلاسما نیز معایبی دارد. محدودیت برشکاری حداکثر 180 میلیمتر در محیط کارگاه و 120 میلیمتر در برش زیرآب است. همچنین، در خدمات برش پلاسما، مشکلاتی نظیر کرف یا سرباره وجود دارد و مصرف برق این روش نسبتاً بالا است. کیفیت برشکاری پلاسما هنوز با برش لیزر فاصله دارد و هزینههای مربوط به دستگاه، تورچ و قطعات مصرفی آن نیز معمولاً بیشتر از برشکاری هواگاز است. به علاوه برش پلاسما در محیط کارگاه صدای زیادی دارد.
سخن پایانی
خدمات برش پلاسما در تهران و سایر شهرستان های دیگر یکی از روشهای پیشرفته و کارآمد در صنعت برشکاری است و مزایای چشمگیری دارد. پلاسما انواع متریالهای رسانا، از جمله فولاد و آلومینیوم را با سرعت بالا و کیفیت دقیق برش میدهد. خدمات برش پلاسما یک راهکار بهصرفه و با کیفیت و گزینهای ایدهآل برای صنایع مختلف است.
مجموعه لیزرکات اولین و برترین سایت فروش آنلاین ورقهای پلکسی گلاس در ایران و نخستین و معتبرترین ارائهدهنده خدمات برش لیزری در کشور است. این وبسایت با هدف تأمین نیازهای مشتریان و ارائه محصولات با کیفیت، جایگاه ویژهای در بازار دارد.